
extrusion temperature profile


For over 25 years our multi-wavelength sensors have been helping aluminum extruders achieve accurate temperature measurements during critical steps in the extrusion process. No 3 hours at 105-110C 221-230F for regrind Calibration.

Features of WPC Extrusion Door Sill Profile.

. This is warm enough to help pre-heat the material as it enters the extruder yet cool enough to prevent bridging in the feed throat of the extruder. Usually in aluminum extrusion production the maximum output is mainly determined by the extrusion speed and the quality of the profile depends on the temperature of the profile. Moisture termite proof material 7.
The material is gradually melted. Generally speaking we can describe different barrel profiles as being flat reverse or normal. PP - Polypropylene Extruder.
Related
This heat softening is called by various names such as plastication plasticization or thermal softening. Barrier Screw 25-30 LD Compression Ratio. Will not crack split or warp 3.
This is a bit more complicated. Processing Temperature Guidelines for Polycarbonate. A normal profile reflects a situation where the rear zone temperature is set significantly below the exit melt temperature.
Barrier Screw 25 - 30 LD Compression Ratio. PE-HD - High-density polyethylene Extruder. They exhibit improved profile flexibility.
Easy to install and low maintenance 6. However we are also able to offer extrusions in Silicone Coloured EPDM Nitrile and Plastic. Another Technique for Controlling Melt Temperature Flight widths are almost always designed at 10 of the screw diameter.
A high billet temperature limits the maximum speed of the extrusion press and can result in quality defects. Guidelines for an acceptable temperature profile are given in Table 2215. Or 70 and 350 bar.
The feed throat section should be set to a temperature where it is warm to the touch which is somewhere between 110F and 120F. 200-250C 392-482F Melt Temperature. It is the screw.
Usually the resin supplier will provide a range. The elastomers in our standard rubber extrusions are either weather resistant EPDM or SBR. High energy efficiency repaint able with oil or latex paint 8.
Waterproof fadeproof and moistureproof 5. In extrusion of a thermoplastic heating first softens the material so that it can be shaped. In order to keep the extrusion temperature as constant as possible the ingot must have a varied temperature.
A cold die will restrict flow where as a too-hot die will affect dimensions. Pick something near the center in this case 485 F 250 C. Too much pressure could rupture a barrel.
If the rate seems too low try raising the set points on zones 2 and 3 above the set points of the other zones to form a hump in the profile. Single Screw Extruder with vacuum grooved feeding section Screw Design. Because our multi-wavelength technology is so unique we often run into a lot of the same questions from customers as to how it works.
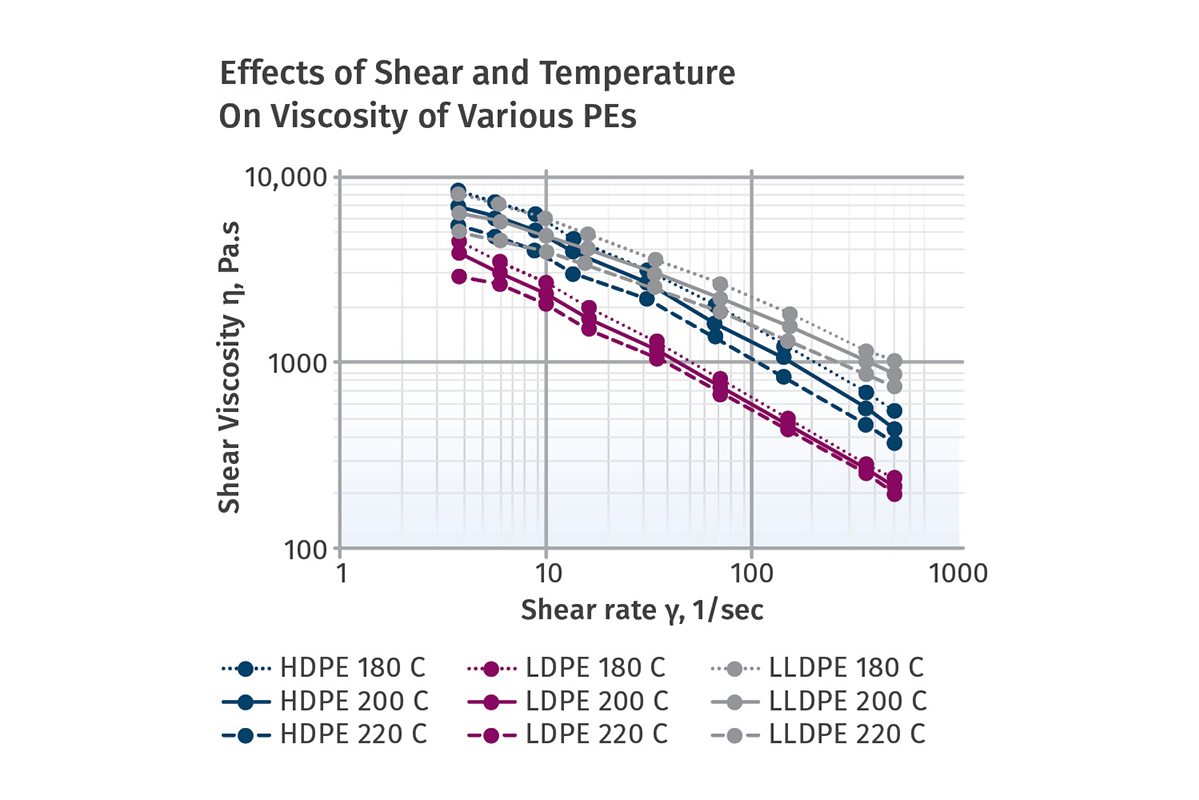
180-205C 356-401F Melt Temperature. Higher viscosity resin lower MFI requires higher processing and melt temperatures. The extrusion machine or extruder does this process.
Normal operating pressures generally range between 1000 and 5000 psi. For this reason the exit temperature of the aluminum must be monitored at any time Testing to ensure the best match between extrusion output and profile quality. This is achieved by heating the front end of the ingot to a higher temperature which will be compensated for by the surplus heat generated by re-shaping.
If your unique application requires a higher level of performance Neoprene Viton. No insect damage and ready to install 4. This compensation varies according to profile shape and the alloy used.
This is meant as a general guide. Single Screw with vacuum grooved feeding section Screw Design. Our TPE compounds are easily extruded into single and complex profiles.
Extrusion is used in electrical products like the insulation of electrical wires. The temperatures of the intermediate zones gradually taper up to match the temperature of the final downstream zone. But they can be optimized to reduce melt temperature and perhaps boost output.
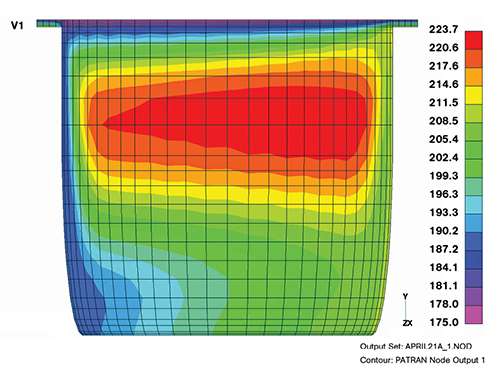
The effects of repetitive extrusion cycles at different die temperatures in a single screw extruder were investigated by thermal analysis degree of crystallinity χc heat of fusion ΔHm. The die temperature will also influence output and will have an effect on the dimensions of the extrudate. When optimum temperatures are reached it is known as the temperature profile.
A low billet temperature can freeze in the die to create a sticker or cause the die to break. The extruder feed throat is water cooled to below 250F 121C to ensure uniform resin feed. Lifetime no rot warranty 2.
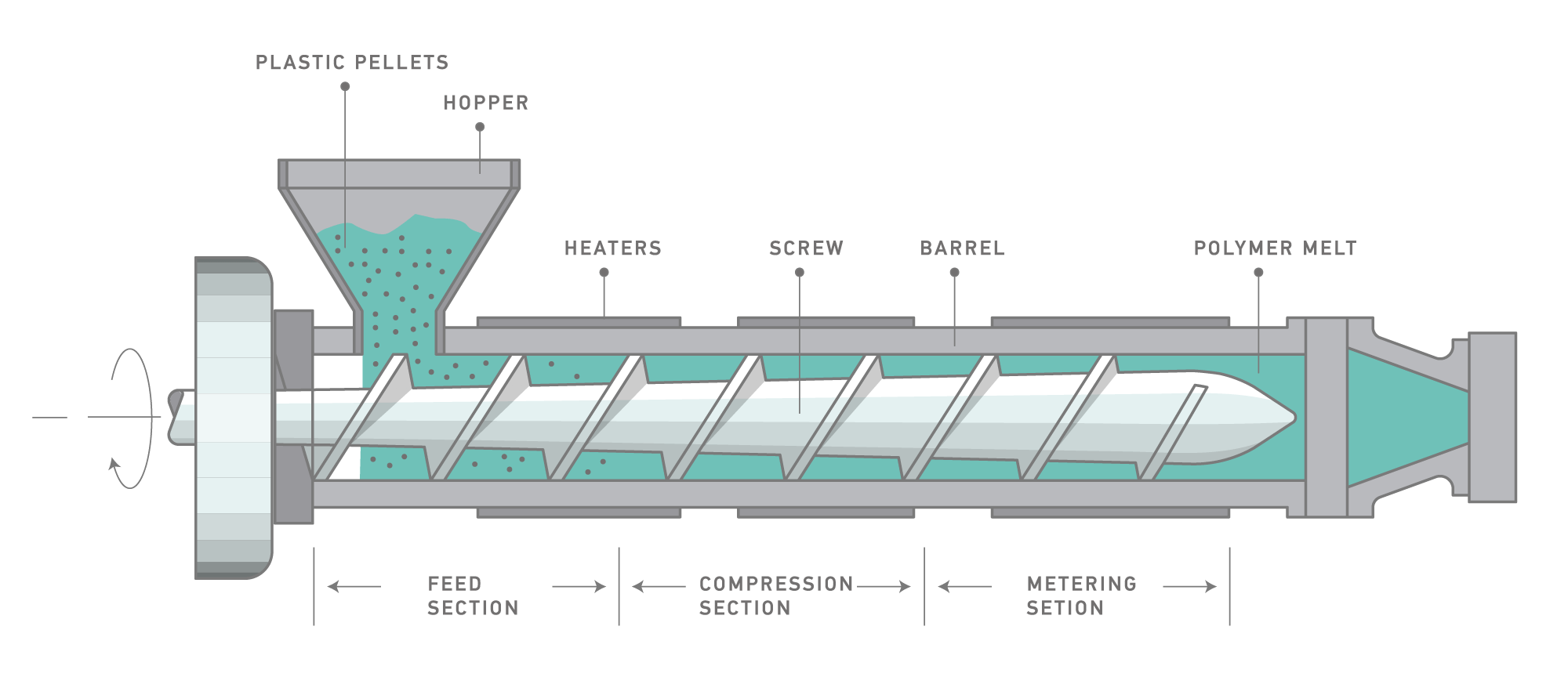
Lets say it recommends 450-510 F 230-265 C for a semi-crystalline resin. Processingtips bestpractices screws Jim Frankland President Frankland Plastics Consulting LLC. This process starts by feeding plastic material pellets granules flakes or powders from a hopper into the barrel of the extruder.
Plastics extrusion is a continuous high-volume manufacturing process in which raw plastic is melted and formed into a continuous profile. During this process insulation is extruded around the wire when its pulled through the die. Most extruders are single screw machines.
Billet temperature at the entry of the extrusion press is a critical process control parameter. They can also be co-extruded with other materials to yield a part with both rigid and soft components. Barrels for most extruders are designed to withstand operating pressures up to 10000 psi or 700 bar.
If the temperatures on the first few zones are set too low you will sometimes see small gels or unmelted particles in the extrudate. Next is setting up the barrel zone profile. The wire must possess features such as abrasive resistance and strong electrical insulation capabilities.
The SEBS compounds with their saturated intermediate blocks are very stable against thermal degradation. Temperature profiles vary greatly and include. Insulation helps in preventing electric shocks and corrosion.
To protect the extruder barrel from over-pressurization several methods have been developed. You now have the target temperature for the melt. This will often improve feeding and therefore the rate.

Example Of A Temperature Profile Of Plastic Extrusion Download Scientific Diagram
What Is Extrusion Plastic Extrusion Process Elastron Tpe

Optimize Barrel Temperatures For Barrier Screws Plastics Technology
Extruder Barrel Temperature Settings Download Table

Example Of A Temperature Profile Of Plastic Extrusion Download Scientific Diagram

Extrusion Results For The Pp Resin Download Scientific Diagram
2
2
2
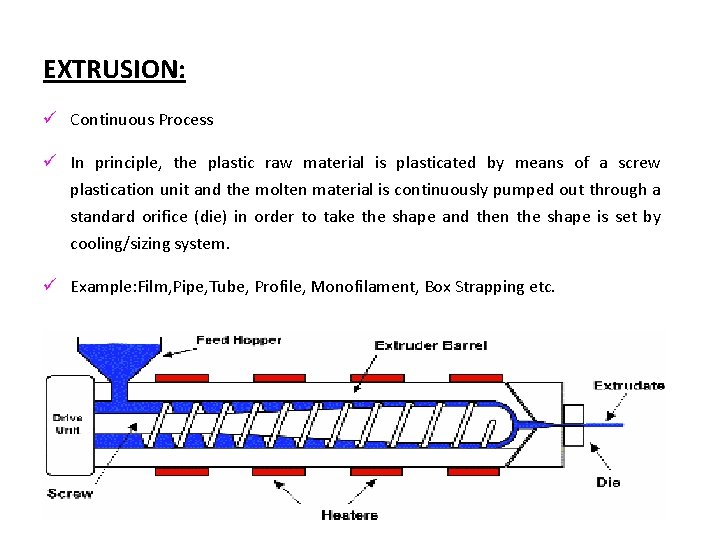
Extrusion Extrusion Continuous Process In Principle The Plastic

How To Calculate The Maximum Line Speed For A New Extruded Profile Extrusion Training

Barrel Temperature An Overview Sciencedirect Topics

Barrel Temperature Profiles In C Download Scientific Diagram
The Role Of Screw Design In Efficient Extrusion Of Medical Devices Plastics Technology
2
2
2

Extruder Barrel Temperature Settings Download Table

Initial Extrusion Conditions For The Pp And Hdpe Resins Used In This Download Scientific Diagram


0 Response to "extrusion temperature profile"
Post a Comment